Технология глазами коллекционера

Эта статья была опубликована на форуме ИТК 8 апреля 2011 года. Теперь её постоянный адрес здесь. В дальнейшем она будет улучшаться и дополняться на этом сайте.
Всё, что будет написано ниже, в большей степени является результатом умозаключений, основанных на опыте изучения современных монет, чем проверенными фактами, и поэтому на Истину в последней инстанции не претендует.
Зачем коллекционеру знать технологию производства монет? Конечно же для того, что бы лучше понимать суть предметов своего увлечения. Стремление к такому пониманию у коллекционеров возникает неизбежно, тем более - у коллекционеров разновидностей. Очень важно понимать закономерности, откуда, почему и как появляются разновидности, для того, чтобы не положить в коллекцию случайное отклонение или брак, или наметить пути для целенаправленного поиска при просмотре монет.
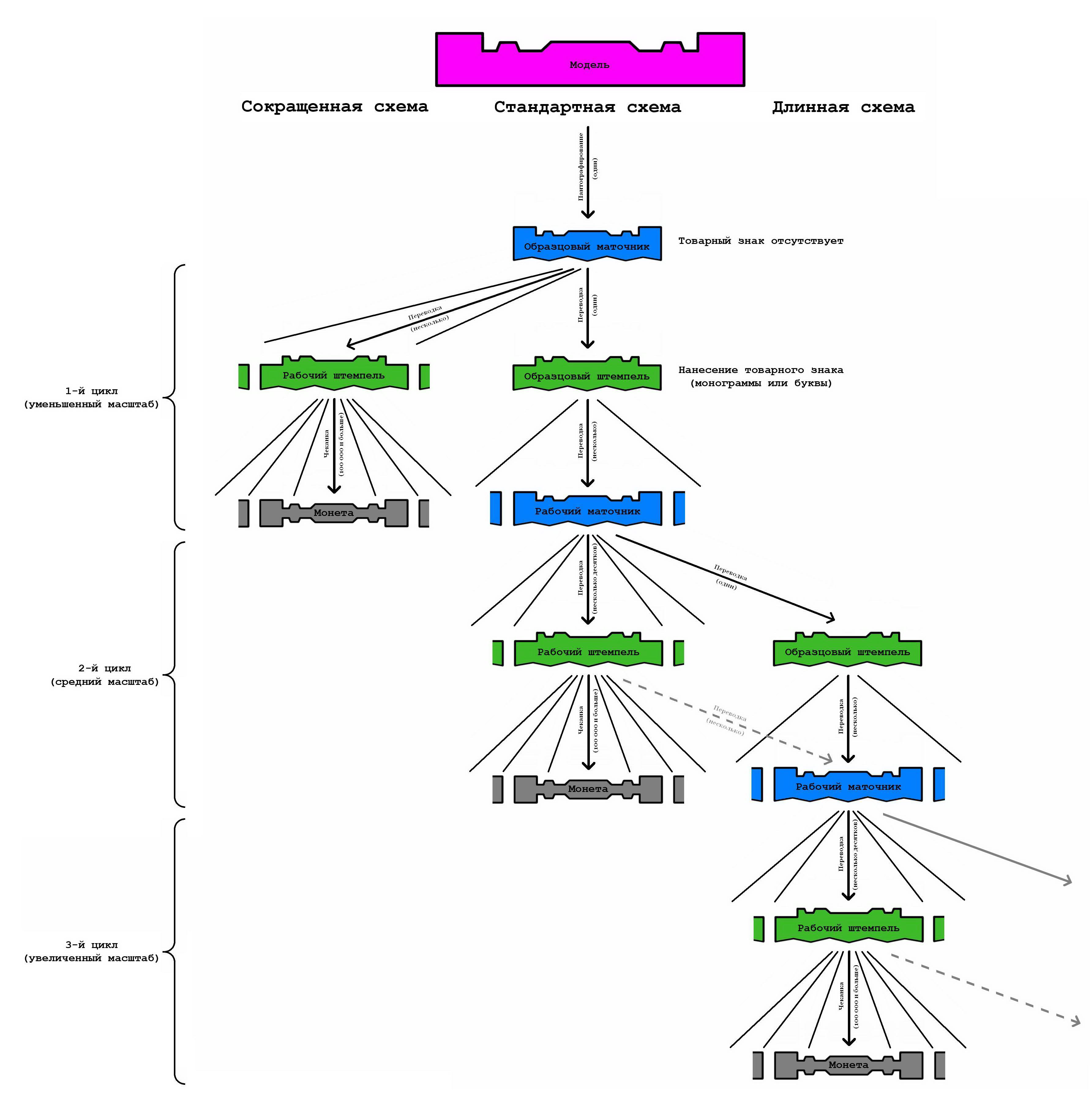
Перед нами схема производства монет регулярного чекана.

- с пластиковой модели увеличенного масштаба с помощью копировально-гравировального станка изображение переносится на образцовый (первичный) маточник уже в натуральную величину;
- с образцового маточника переводятся образцовые штемпели (один или несколько), на которые пуансоном наносится знак монетного двора;
- с образцового штемпеля переводится несколько рабочих маточников;
- с каждого рабочего маточника переводится несколько десятков рабочих штемпелей;
- каждым рабочим штемпелем на автоматическом прессе чеканится часть тиража монет.
Товарный знак монетного двора (монограмма или буква) может быть нанесён только на инструмент с негативным изображением (на схеме такой инструмент закрашен зелёным цветом). Для того, чтобы все монеты были одинаковые, знак наносится на как можно более раннем этапе - на образцовый штемпель. Весь остальной инструмент и готовые монеты будут наследовать этот знак без изменений.
Но если все монеты происходят от одного и того же образцового штемпеля, то откуда беруться разновидности?
1. Прежде всего, может смениться модель. По какой причине и с какой целью это делают не совсем понятно. Возможно есть какие-то регламенты, а может никакой необходимости в этом и нет, а просто нужно создать объем работ для сотрудников монетного двора. Никакой закономерности в смене моделей не прослеживается, штемпели одной модели могут поработать год-два, а могут и десятилетия. В случае смены модели весь процесс изготовления инструмента начинается с самого начала, и если в каком-то году одновременно использовался инструмент разных моделей, то на монетах появляются разновидности.
2. Образцовый маточник после пантографирования доводиться вручную граверами. Если через какое-то время образцовый маточник потребуется изготовить заново, то довести его идентично предыдущему уже не получится. Это может стать причиной появления разновидностей. Точно такой же ручной доводке могут подвергаться и рабочие маточники (пример: аверсы группы В 10 копеек 2007 м).
3. Разновидности по положению знака могут появиться при использовании нескольких образцовых штемпелей. В этом случае каждый вариант положения знака будет массово растиражирован (пример: аверсы 50 копеек 2008 года).
4. Вмешательству гравёра иногда могут подвергаться и сами рабочие штемпели, например, для доводки поводьев коня на аверсах копеек 2003 с-п. Гравировка каждого экземпляра штемпеля будет индивидуальна. Такие варианты принято называть гравировками. Тираж каждого варианта будет ограничен количеством монет, вышедших из-под одного штемпеля. Другими словами, гравировки - это одноштемпельные варианты. При колоссальных тиражах и современном уровне автоматизации, гравировки - это скорее исключение, чем правило.
5. А что если с образцового маточника сразу перевести рабочие штемпели, пропустив изготовление образцового штемпеля и рабочего маточника? Тогда на каждый рабочий штемпель знак монетного двора придётся наносить вручную. И, очевидно, такое регулярно случается на ММД (а в последние годы и на СПМД). Монеты из-под каждого экземпляра таких штемпелей отличаются положением знака. Также как в случае гравировок отличия возникают непосредственно на рабочих штемпелях, и формально от гравировок они не отличаются. Но коллекционирование таких одноштемпельных вариантов стало традиционным. Они считаются полноценными разновидностями, и описываются в каталогах. Неизбежно возникают ситуации, когда положение знаков на каких-то штемпелях оказываются очень похоже. Но если за разновидность признаётся одно из положений знака, то приходится признавать и все остальные одноштемпельные варианты. В таких сложных случаях приходится определять варианты не по самому положению знака, а по индивидуальным особенностям штемпеля (линиям шлифовки и прочим дефектам).
Одноштемпельные варианты положения знака существуют параллельно с вариантами чеканенными тиражными штемпелями, и кроме положения знака всегда отличаются от них уменьшенным масштабом изображения. Об этом чуть ниже.
6. Разница в масштабе изображения - обычное явление для монет. На нумизматических форумах часто можно встретить мнение, что разница в масштабе возникает при следующей операции пантографирования. Но это времязатратный и ресурсоёмкий процесс. После изготовления единственного образцового маточника пантографирование с той же модели вряд ли используется. Гораздо проще получить необходимое количество инструмента с уже готовых образцовых маточника и штемпеля. Изучая современные монеты, можно прийти к выводу, что масштаб изображения увеличивается с каждым последующем циклом переводки негатив->позитив (штемпель->маточник). Чем больше таких циклов переводки было осуществлено для получения конечного рабочего штемпеля, тем больше масштаб изображения. В стандартной схеме таких циклов всего два, но для увеличения тиража инструмента один из рабочих маточников могут использовать в качестве образцового (либо один из рабочих штемпелей в качестве образцового штемпеля, что для нас тождественно), и получить новый тираж маточников с немного увеличенным изображением, один из которых, в свою очередь, также может быть использован для получения нового тиража инструмента. При этом одновременно (в пределах одной даты на аверсе) в работе могут находиться маточники и штемпели первого, второго, третьего и последующих циклов переводки (примеры: аверсы 5 копеек 2002 м, реверсы 10 рублей 2009 ммд, и т. д.).
Предположение об увеличении масштаба с каждым циклом переводки очень хорошо согласуется с тем фактом, что одноштемпельные варианты положения знака всегда имеют уменьшенный масштаб. Ведь разные положения знака могут возникать только на штемпеле, переведённом с образцового маточника, т. е. на самом раннем этапе, когда масштаб изображения минимальный.
7. Разница в расстоянии от деталей изображения до канта теоретически может возникнуть при обработке маточников и промежуточных штемпелей. На образцовых штемпелях расстояние до канта можно уменьшить, а на маточниках - увеличить. Но скорее всего расстояние до канта изменяют только в сторону уменьшения на образцовых штемпелях (ширина канта при этом увеличивается). Известно два случая, когда кант растачивался непосредственно на рабочих штемпелях - широкие канты на рублях 1997 ммд и 1998 ммд.
Как уже было сказано выше, в какой-то момент последующий тираж инструмента, по всей видимости, изготавливается не с образцовых маточника или штемпеля, а с инструмента предыдущих циклов переводки, поэтому каждая хронологически новая разновидность реверса в пределах одной модели имеет увеличенный по сравнению с предыдущей разновидностью масштаб. Это хорошо прослеживается на реверсах второй модели копеек, пятаков и пятирублёвок, и без исключения на всех остальных реверсах. С каждым циклом переводки одновременно с увеличением масштаба ухудшается качество изображения. Это тоже очень хорошо прослеживается на монетах.
Всё выше описанное отображено на более полной схеме ниже.

Комментарии

Спасибо.
Позволю себе по-теоретизировать о причинах изменения масштаба изображения.
За счёт чего изменяется масштаб изображения на оттисках при последовательном передавливании позитив-негатив? Без изменений физико-химических свойств носителей изображения при последовательных переносах будет ухудшаться качество изображения, высота рельефа, но геометрические размеры останутся неизменными. Единственная возможная причина изменений геометрии – это изменение физических свойств очередного носителя после нанесения на него отпечатка. В данном случае это может быть только термическая обработка, т.е. закалка.
Согласно этой статьи https://yadi.sk/i/KsEfe4UygqV8T, показанной Андреем (Klondike), для материала штемпелей используется сталь Х12Ф1 по нормам ГОСТа 5950 –2000 (http://www.docload.ru/Basesdoc/9/9381/index.htm).
Например, осуществлён первый перенос изображения с закалённого маточника на незакалённый образцовый штемпель. Затем полученный штемпель проходит термическую обработку. Согласно ГОСТу 5950-2000 обработка происходит при температуре 1050-1100° С.
Так как в стали типа Х12 количество остаточного аустенита изменяется в широких пределах (почти от 0 до 100%), то естественно, что и изменение объема, которое наблюдается при закалке, также сильно изменяется. При залкалке на мартенсит сталь приобретает объем больший, чем исходный, а при закалке на аустенит — меньший (см. кривую на рисунке Δl). Вообще говоря, термической доводкой можно добиться идентичных размеров штемпеля, но то ли при этом процессе теряются некоторые свойства сплава, то ли просто на монетном дворе подобным себя утруждать неинтересно.
Промеры разницы масштаба некоторых разновидностей монет, к примеру 1 коп. СПМД показывают отличия немногим более 1%. Согласно графику, при переходе на 1 шаг от промежуточного до рабочего штемпеля через маточник масштаб изображения должен измениться максимум на 0,16%. За счёт некоторой линзообразности штемпеля и возможных отклонений от технологий округлим полученную величину даже до 0,2%. Таким образом, чтобы получить изменения по фактически наблюдаемой разнице геометрии монет надо провести минимум 6 шагов полного перевода изображений. Такое кол-во последовательных пар перевода вполне объяснимо, поскольку процесс переноса изображения идёт не на мягкой заготовке, а на твёрдом, пусть и незакалённом сплаве и износ очередного носителя велик. За счёт геометрического увеличения количества носителей в итоге достигается необходимое количество рабочих штемпелей.
Влияние температуры закалки на твердость стали Х12М, количество остаточного аустенита и изменение длины (Δ l)


Позволю себе по-теоретизировать о причинах изменения масштаба изображения.
За счёт чего изменяется масштаб изображения на оттисках при последовательном передавливании позитив-негатив? Без изменений физико-химических свойств носителей изображения при последовательных переносах будет ухудшаться качество изображения, высота рельефа, но геометрические размеры останутся неизменными. Единственная возможная причина изменений геометрии – это изменение физических свойств очередного носителя после нанесения на него отпечатка. В данном случае это может быть только термическая обработка, т.е. закалка.
Согласно этой статьи https://yadi.sk/i/KsEfe4UygqV8T, показанной Андреем (Klondike), для материала штемпелей используется сталь Х12Ф1 по нормам ГОСТа 5950 –2000 (http://www.docload.ru/Basesdoc/9/9381/index.htm).
Например, осуществлён первый перенос изображения с закалённого маточника на незакалённый образцовый штемпель. Затем полученный штемпель проходит термическую обработку. Согласно ГОСТу 5950-2000 обработка происходит при температуре 1050-1100° С.
Так как в стали типа Х12 количество остаточного аустенита изменяется в широких пределах (почти от 0 до 100%), то естественно, что и изменение объема, которое наблюдается при закалке, также сильно изменяется. При залкалке на мартенсит сталь приобретает объем больший, чем исходный, а при закалке на аустенит — меньший (см. кривую на рисунке Δl). Вообще говоря, термической доводкой можно добиться идентичных размеров штемпеля, но то ли при этом процессе теряются некоторые свойства сплава, то ли просто на монетном дворе подобным себя утруждать неинтересно.
Промеры разницы масштаба некоторых разновидностей монет, к примеру 1 коп. СПМД показывают отличия немногим более 1%. Согласно графику, при переходе на 1 шаг от промежуточного до рабочего штемпеля через маточник масштаб изображения должен измениться максимум на 0,16%. За счёт некоторой линзообразности штемпеля и возможных отклонений от технологий округлим полученную величину даже до 0,2%. Таким образом, чтобы получить изменения по фактически наблюдаемой разнице геометрии монет надо провести минимум 6 шагов полного перевода изображений. Такое кол-во последовательных пар перевода вполне объяснимо, поскольку процесс переноса изображения идёт не на мягкой заготовке, а на твёрдом, пусть и незакалённом сплаве и износ очередного носителя велик. За счёт геометрического увеличения носителей в итоге достигается необходимое количество рабочих штемпелей.
Влияние температуры закалки на твердость стали Х12М, количество остаточного аустенита и изменение длины (Δ l)
Вы знаете я Вам очень благодарен . За эту науку . Я для себя понял , что я готов только на среднем уровне вникнуть в эту науку . Я бывший милиционер , а сейчас работаю в сфере обеспечения страны продовольствием , непосредственно строительством зернохранилищь . У нас гибнет 43 % зерна от урожая . И честно я Вам всем благодарен за Ваше учение в нашем обучении . Но поверьте так тяжело вникать , когда в других темах , а когда с людьми весь день пообщаешся и мозги раком . Но повторюсь Вы спецы Все молодцы уважаю . Для меня просто это отдых .Спасибо всем Вам .
Внесу свои 5 коп. Если мы принимаем, что штемпели для холодной штамповки на монетных дворах делают их Х12 и Х12М (Правильней марку стали называть 200Х12 и 200Х12М), то никаких изменений в размерах монет не будет. В России проповедуют два принципа заливки этой стали: фасонным способом через прибыль и центробежным способом, например Х12 используется как внутренняя обечайка для трубопроводов т.к. твердость металла после заливки составляет HRC- 64-65 ед по корке. Чтобы ковали эту марки стали, знаю только один случай, верней даже не ковка, а прокатка на пильгерстане. Сталь предварительно по режимам отпускалась до 44-46 единиц, а по итогу получали пластилин.
При термообработке тоже маловероятно потерять размер монеты, т.к. хром образует карбиды, а молибден уменьшение зерна металла.
Теперь понятно почему происходят расколы штемпелей, ведь Х12 не работает на ударную нагрузку.
Возможно проблема в заготовках, ГОСТы РФ регламентируют большую разбежку по химическому составу.
Посмотреть бы производство, точно бы сказал.
Новичок. Тихой сапой собираю по штемпелям. Похоже один такой в Удмуртии.
hrapavodka, не нужно ничего додумывать. Для чеканного инструмента сейчас используется инструментальная сталь Х12Ф1 по ГОСТ 5950 –2000 (для разменных монет, для памятных и прочих, диаметр которых превышает 30мм - Сталь ШХ15 Ш).
По поводу изменений размеров штемпельного рисунка полезно прочитать вот эту тему http://coinsitk.com/showthread.php?t=2078 до сообщений от 2015г.- там не по делу.
Серб, спасибо.